New CNC Controller using DDCSV1.1 Panel
Moderators: ddw, al wolford, sbk, Bob, Kayvon
-
JayMcClellan
- Posts: 18
- Joined: Mon Feb 25, 2013 8:53 pm
Re: New CNC Controller using DDCSV1.1 Panel
Thanks for the suggestions but I consider this in the public domain and anyone, including NWA, is free to use or adapt this design however they wish. And for anyone who thinks they couldn't make one, yes you can. Most of the work is just mechanical, making the enclosures and mounting all the parts. The DDCSV1.1 manual is pretty good as far as showing how to wire it, and there's plenty of info about things like stepper motor drivers on the Internet, but I will be happy to answer any questions about how to hook things up.
Re: New CNC Controller using DDCSV1.1 Panel
Are you able to determine a minimum instruction-delay? That is, if you took a GCode File like this:
G01 X0.000 Y0.000
G04 P5.0
G01 X0.100 Y0.000
G03
G05
G03
G05
....
G03
G05
G01 X0.000 Y0.000
G02
If there were 100 of those G03/G05 pairs, how long would it take from the move after the 5s delay (G04, dwell) until it moved back? Of course, if there's a SSR and spindle motor attached to that, then turn it off during the test . I'm just curious where it compares to the NWA controllers as far as instruction execution time. My application wouldn't use that specific capability, but the G03 and G05 commands seem to take a consistent amount of time that represents the fastest instruction processing it will do. If it's instantaneous, that's one thing. If it takes about 0.7 seconds, that's what the NWA controller would do.
. I'm just curious where it compares to the NWA controllers as far as instruction execution time. My application wouldn't use that specific capability, but the G03 and G05 commands seem to take a consistent amount of time that represents the fastest instruction processing it will do. If it's instantaneous, that's one thing. If it takes about 0.7 seconds, that's what the NWA controller would do.
If you can't or don't want to, that's cool, but hey...you asked if there were questions.
This is applicable to me for a project I can't talk about. But, it's applicable to you and others because it will provide a good indicator of whether you'll see a specific type of issue as your toolpaths get more complicated. Just like some woods will burn if you move the bit/blade through the material too slowly, with metals, the stuff melts, gets on the bits, heating them so they lose their hardness and then edge, it's a mess. Many time this happens not because the feedrate settings are wrong, but because a complex set of small arc and line moves is executed less than smoothly, or just a lot more slowly than the feedrate would imply, so the effective cutting feedrate slows down by some amount. It would be interesting to know whether it's like this controller would do better than the NWA one.
Regards,
Thom
G01 X0.000 Y0.000
G04 P5.0
G01 X0.100 Y0.000
G03
G05
G03
G05
....
G03
G05
G01 X0.000 Y0.000
G02
If there were 100 of those G03/G05 pairs, how long would it take from the move after the 5s delay (G04, dwell) until it moved back? Of course, if there's a SSR and spindle motor attached to that, then turn it off during the test
If you can't or don't want to, that's cool, but hey...you asked if there were questions
This is applicable to me for a project I can't talk about
Regards,
Thom
=====================================================
ThomR.com Creative tools and photographic art
A proud member of the Pacific Northwest CNC Club (now on Facebook)
ThomR.com Creative tools and photographic art
A proud member of the Pacific Northwest CNC Club (now on Facebook)
-
JayMcClellan
- Posts: 18
- Joined: Mon Feb 25, 2013 8:53 pm
Re: New CNC Controller using DDCSV1.1 Panel
Thom, I'll be glad to run this test as a benchmark for comparison with the original Shark controller. Right now I'm in the middle of building a 4th axis unit, and I just published part 1 of that build at http://www.cncsharktalk.com/viewtopic.php?f=20&t=5372. Once I finish building the 4th axis, I plan to start putting the controller through its paces and your benchmark will be an interesting test. I have noticed that the old Shark controller really slowed down in areas where it had a lot of instructions to process, such as when a curve transitions from a relatively straight portion to a tight bend. That was sometimes problematic for me when cutting guitar templates out of acrylic, where I need to maintain a fairly high feed rate to avoid melting, because in the tightly curved parts it would slow down the feed rate enough to start melting the plastic. It will be interesting to see if this new controller can handle it better.
Edit: I just looked more closely at your G-code, and it might not be a good benchmark because the DDCSV1.1 has a user-settable delay for spindle commands. I currently have it set to 5 seconds, which is the ramp-up time that I set in the VFD running my spindle. I suppose I could try setting it to zero just to see how fast the controller will switch, but it might not be the best test case. In the case of curve-cutting that I mentioned above, I expect the delay has more to do with calculating lots of arc segments than reading the G codes. I will try to come up with a benchmark of curve cutting to see how these controllers compare in that regard.
Edit: I just looked more closely at your G-code, and it might not be a good benchmark because the DDCSV1.1 has a user-settable delay for spindle commands. I currently have it set to 5 seconds, which is the ramp-up time that I set in the VFD running my spindle. I suppose I could try setting it to zero just to see how fast the controller will switch, but it might not be the best test case. In the case of curve-cutting that I mentioned above, I expect the delay has more to do with calculating lots of arc segments than reading the G codes. I will try to come up with a benchmark of curve cutting to see how these controllers compare in that regard.
Re: New CNC Controller using DDCSV1.1 Panel
Thanks, Jay. If the G03 / G05 won't work, then any other digital output is fine. Not a relay output, which is limited by the relay open/close time or the load current waveform if it's a Solid-State Relay. Instead, just a garden-variety digital output. Don't go changing your setup for my silly little tests.
I can't give details of what it's about, but can tell you that 300 DPI at 80 IPM requires 11Khz sample rate in my application, or ideally something on the order of 50-80 microseconds per GCode instruction. I suspect that might be unattainable.
Regards, and thanks again,
Thom
I can't give details of what it's about, but can tell you that 300 DPI at 80 IPM requires 11Khz sample rate in my application, or ideally something on the order of 50-80 microseconds per GCode instruction. I suspect that might be unattainable
Regards, and thanks again,
Thom
=====================================================
ThomR.com Creative tools and photographic art
A proud member of the Pacific Northwest CNC Club (now on Facebook)
ThomR.com Creative tools and photographic art
A proud member of the Pacific Northwest CNC Club (now on Facebook)
-
JayMcClellan
- Posts: 18
- Joined: Mon Feb 25, 2013 8:53 pm
Re: New CNC Controller using DDCSV1.1 Panel
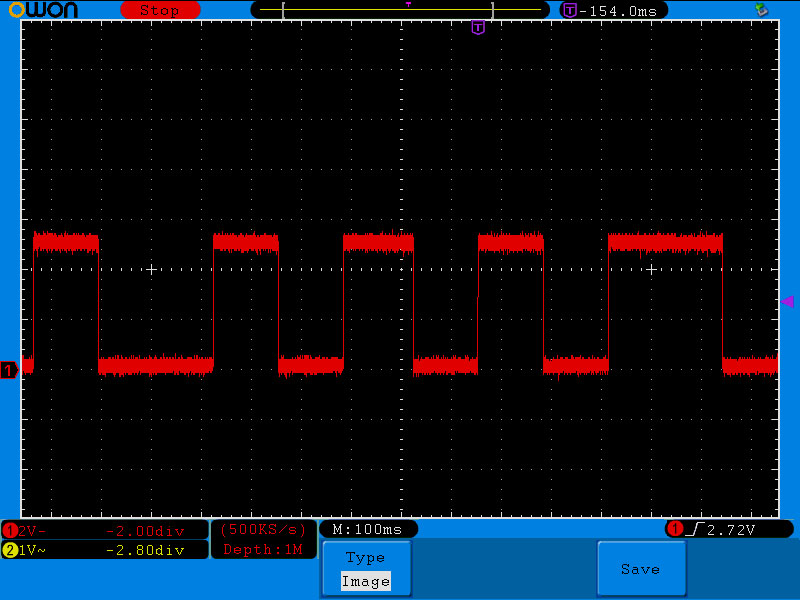
Thom, I ran a test with a series of alternating M10 and M11 commands that control the 'lube' output. It's pretty much the same as the spindle enable, and it has a separate delay setting which I set to zero. The pulses vary from about 130ms to 230ms so I'm guessing this is not adequate for your purposes. It's hard to say whether this is inherently limited by the G-code processing speed, the speed of the USB thumb drive (I used a fairly old one), or if it has some other built-in delay for these commands. The rise times are pretty fast so I'd say it's not limited by the optoisolator on the output.
- Attachments
-
Re: New CNC Controller using DDCSV1.1 Panel
Wow...that's a lot slower than I expected. And here I was dissing the NWA one's consistent 35ms timing.
Thanks a lot for that test, Jay; very helpful. Because it was on the thumb drive, it was probably faster than if it had been drip-fed via PC/console, so that's good. Even an old one is orders-of-magnitude faster. Right? Total GCode might be 24 bytes per line or so. With even the slowest USB transfer rate of 1Mb/s, it only takes about 5.2ms, which is a LOT faster than 130ms. So that's not the bottleneck.
Yeah, I'm definitely coming to the conclusion that I'm going to have to pirate the stepper-motor pulses on an axis to do what I need. Oh well, nobody said Engineering was easy, right? (since you can run an o-scope: I need to synthesize an interpolated PWM ramp that runs concurrent with XYZ movement, driving a PWM with chopping frequency of about 12KHz. I then mix that into a second control signal and up-sample to about 96KHz PWM to driving into an 8-10A current-regulated load. I think accumulating the stepper pulses to drive the first PWM value might get me the ramp speed I need...I dunno though, 10A at 100KHz PWM, I might run into EMC issues, what you think? hahaha!).
Cheers (and thanks again for the test!)
Thom
Thanks a lot for that test, Jay; very helpful. Because it was on the thumb drive, it was probably faster than if it had been drip-fed via PC/console, so that's good. Even an old one is orders-of-magnitude faster. Right? Total GCode might be 24 bytes per line or so. With even the slowest USB transfer rate of 1Mb/s, it only takes about 5.2ms, which is a LOT faster than 130ms. So that's not the bottleneck.
Yeah, I'm definitely coming to the conclusion that I'm going to have to pirate the stepper-motor pulses on an axis to do what I need. Oh well, nobody said Engineering was easy, right? (since you can run an o-scope: I need to synthesize an interpolated PWM ramp that runs concurrent with XYZ movement, driving a PWM with chopping frequency of about 12KHz. I then mix that into a second control signal and up-sample to about 96KHz PWM to driving into an 8-10A current-regulated load. I think accumulating the stepper pulses to drive the first PWM value might get me the ramp speed I need...I dunno though, 10A at 100KHz PWM, I might run into EMC issues, what you think? hahaha!).
Cheers (and thanks again for the test!)
Thom
=====================================================
ThomR.com Creative tools and photographic art
A proud member of the Pacific Northwest CNC Club (now on Facebook)
ThomR.com Creative tools and photographic art
A proud member of the Pacific Northwest CNC Club (now on Facebook)